From Corn to Vitamin C
In the hydrogenation of sugars to polyols, Evonik assists its customers from the chemical reaction, through process optimization, to recycling of the separated catalysts.
Whether used in foods, pharmaceuticals or cosmetic products, polyols have a broad range of applications. The “sugar alcohols”, a group of organic compounds (derived from natural sugars) with several hydroxyl groups
(-OH), are used in such products as tooth-friendly sugar substitutes in chewing gums, toothpastes, and mouthwashes. Other application fields include moisturizers in hand creams, as well as synthesis components for other products like vitamin C. Because of their versatility, the market for polyols is several million metric tons large and growing at an annual rate in the mid-single digit percentage range. Outside Europe, most of the producers of sugar alcohols are located in Asia, as well as in North and South America.
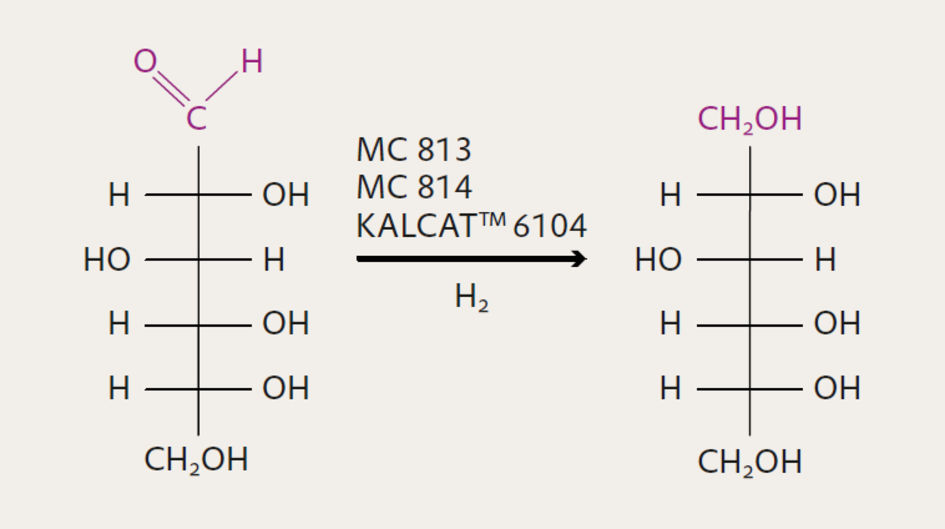
To produce polyols, a starchy raw material is extracted from corn, cassava root, or potatoes, and is then converted to sugar. The sugar is hydrogenated to the end product using hydrogen under high pressure and at high temperatures. A catalyst is needed because the hydrogen molecule requires high activation energy for the reaction. Evonik currently offers four heterogeneous Raney type nickel catalysts for this reaction: MC 811, MC 813, MC 814, and KALCATTM 6104. These catalysts are ideal for the production of the sugar alcohol sorbitol (see Figure 1), which is used to produce L-ascorbic acid (vitamin C) and other organic molecules. Despite this already strong portfolio, Evonik is running a project to introduce new KALCATTM catalysts grades for this application.
The plant type and technical design of the hydrogenation reactors determine which of the catalysts is used. Many equipment manufacturers prefer Evonik catalysts, because they guarantee excellent selectivity and activity, together with a high rate of reuse (number of cycles). Evonik continuously strives to further improve the nickel catalysts and design them to specific customer needs. Customers benefit not only from the high-quality products but also from Evonik’s technical customer service. Evonik’s support staff train users on site in the correct handling of the catalysts and provide information for optimal process management, all the way to disposal and metal recovery from the spent catalyst.